













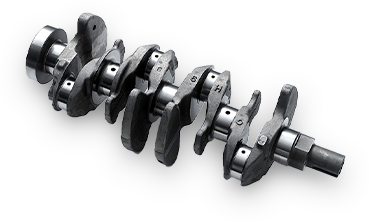
曲轴/Crankshaft Comp
- 发动机动力输出的重要部品
- 将连杆的直线运动转化为旋转运动并动力输出







DHAC专注于孔加工刀具技术,2024年正式对外服务。可提供:
以自主设计制造能力为客户提供高性价比刀具产品及服务。

ANCA
(安卡)

SCHNEEBERGER
(施耐博格)

WALTER
(瓦尔特)

ANCA
(安卡)

DJ
(戴杰)
刀具修磨

钻头/铣刀/铰刀/丝锥修磨
孔加工刀具制作
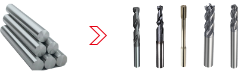
直钻/阶梯钻/铰刀/立铣刀/球头铣刀制作
焊接刀具制作

焊接成型铣刀/锪刀/铰刀制作
整硬钻头 | 整硬铣刀 | 整硬铰刀 | |
|---|---|---|---|
| 生产类型 | 直钻/阶梯钻 | 立铣刀/球头铣刀 | 直铰/阶梯铰刀 |
| 加工产品 |  铸铁加工 |  锻钢加工 |  铝加工 |
| 槽型结构 | 螺旋槽/直槽 | 螺旋槽 | 螺旋槽/直槽 |
| 刃带数量 | 两刃/三刃 | 四刃/五刃/八刃 | 四刃/五刃 |
| 机加类型 |  |  |  |
自主推进智能刀具监控系统,实时采集加工数据,精准预测刀具磨损,提前预警,提高生产效率。
系统集成大数据分析功能,深度挖掘加工数据,为优化刀具结构设计提供依据,实现刀具寿命最大化、产线效率最大化。
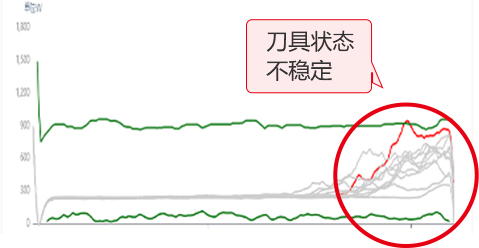
收集刀具加工数据曲线

辅助设计:优化刀具
辅助试验:优化程序
辅助生产:优化工艺
| 类型 | 倍径 | 加工产品 | 替换品牌 |
|---|---|---|---|
| 硬质合金深孔钻 | 32 | 曲轴注油孔 | 进口 |
| 14 | 进口 | ||
| 14 | 进口 | ||
| 16 | 凸轮轴 | 国产 | |
| 20 | 进口 | ||
| 11 | 连杆 | 进口 | |
| 12 | 进口 |
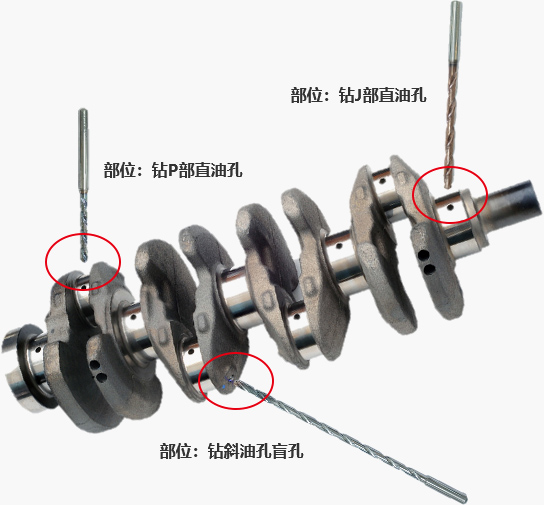
| 曲轴深孔加工 | |||
|---|---|---|---|
| 加工材料 | 锻适合金钢(HS35DAV/S30VCTS2) | ||
| 材质硬度 | HRB70 - 90 | ||
| 切削方式 | 引导钻预钻孔+一钻到底 | ||
| 冷却方式 | 水基乳化液/内冷 | ||
| 加工部位 | 切削速度 | 进给量 | 孔深 |
| P部斜油孔 | N: 3500r/min | F: 400mm/min | 150mm |
| 肩部油孔 | N: 4800r/min | F: 420mm/min | 46.45mm |
| P部直油孔 | N: 5000r/min | F: 600mm/min | 40.6mm |

凸轮轴部品
材 质:球墨铸铁
材料号:FCD700
硬 度:HRB90-108

曲轴部品
材 质:锻造合金钢
材料号:HS20CMS1/S30CKS1
硬 度:HRB70-90

连杆部品
材 质:锻造合金钢
材料号:HS35DAV/S30VCTS2
硬 度:HRC30-45

轴承座部品
材 质:灰铸铁
材料号:FC250/FC300
硬 度:HRB85-100

铸铁前转部品
材 质:球墨铸铁
材料号:FCD480/FCD550LS
硬 度:HRB86-98

锻铝前转部品
材 质:锻铝
材料号:A6082-T6
硬 度:HBS80-120

刹车盘部品
材 质:灰铸铁
材料号:FC220P
硬 度:HRB89-103

前轮毂部品
材 质:合金结构钢
材料号:40MnB
硬 度:HRC18-28

| 加工材料 | 球墨铸铁(FCD700) | ||
| 材质硬度 | HRB90 - 108 | ||
| 切削方式 | 一钻到底 | ||
| 冷却方式 | 水基乳化液/内冷 | ||
| 刀具规格 | 切削速度 | 进给量 | 孔深 |
|---|---|---|---|
| φ3.95*L105 | N:4800r/min | F:1344mm/min | 51.7mm |
| φ3.95*L116 | N:4600r/min | F:1300mm/min | 47.1mm |
刀具规格:ф6*160*ф6*200
测试要求:刀具设定寿命:1000件/次,加工品质保证、无毛刺。





